Патент 2416473
Способ производства бесшовных труб продольной прокаткой
Изобретение предназначено для повышения производительности при производстве бесшовных труб продольной прокаткой. Способ производства бесшовных труб продольной прокаткой включает нагрев заготовки, процессы прошивки заготовки и прокатки в трубу. Упрощение процесса производства труб, снижение энергозатрат и количества единиц оборудования обеспечивается за счет того, что прошивку и прокатку выполняют одновременно в одноклетьевом стане продольной прокатки с использованием пространственно-закрытых калибров, при этом в зону прошивки подают окислитель. 1 ил.
Изобретение относится к области обработки металлов давлением и может быть использовано при производстве бесшовных труб продольной прокаткой.
Известны способы производства бесшовных труб, в которых трубная заготовка поступает сначала в прошивной стан - стан поперечно-винтовой прошивки, а затем заготовку передают на раскатной стан продольной прокатки: автоматический, или непрерывный стан, или пильгерстан (А.П.Коликов и др. Машины и агрегаты трубного производства. Москва. «МИСиС», 1998, с.60, 86, 114-146. // Производства труб. Материалы конференции. Москва. «Металлургия», 1980, с.13-17).
Недостатки этих способов заключаются в том, что агрегат для производства бесшовных труб содержит много единиц оборудования и занимает огромные площади.
Известен способ производства бесшовных труб, принятый за прототип, в котором осуществляют прошивку заготовки на стане-прессе продольной прокатки, а затем - раскатку прошитой гильзы на агрегатах раскатки (В.Г.Зимовец. Современное производство стальных труб. Волжский, 1998, с.155-157).
Однако в указанном способе стан продольной прокатки работает только как пресс для получения гильзы, а весь остальной процесс осуществляют, как в существующих переделах производства труб.
Техническая задача, решаемая изобретением, заключается в упрощении процесса производства труб, в снижении энергозатрат и количества единиц оборудования.
Поставленная задача решается за счет того, что в способе производства бесшовных труб продольной прокаткой, включающем нагрев заготовки, процессы прошивки заготовки и прокатки в трубу, согласно изобретению, процессы прошивки и прокатки выполняют одновременно в одноклетьевом стане продольной прокатки с использованием пространственно-закрытых калибров. Кроме того, в зону прошивки подают окислитель.
В предлагаемом способе производства бесшовных труб процессы прошивки и прокатки совмещены и реализованы одновременно в одноклетьевом стане продольной прокатки. Использование калибров пространственно-закрытого типа (RU № 58959 U1, «Пространственно-закрытый калибр клети продольной прокатки», В21В 13/10, 17/14, опубл. 10.12.2006) позволяет существенно повысить энергетику процесса, исключить возможность поперечного течения металла, что и обеспечивает возможность не только осуществить прошивку заготовки, но и раскатать ее в трубу с высокими вытяжками, более 10. В данном способе на одном стане с пространственно-закрытым калибром возможно осуществить прошивку заготовки и ее раскатку в трубу, отпадает необходимость использования раскатных станов.
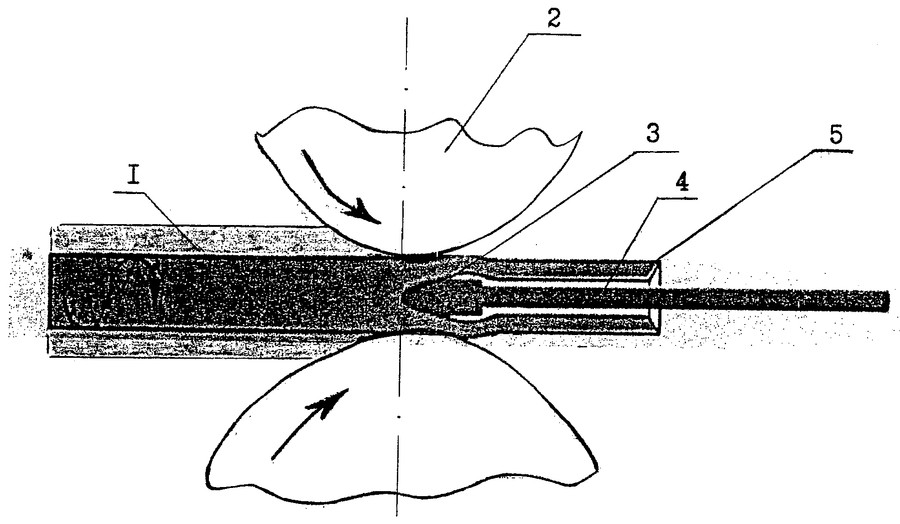
Изобретение иллюстрируется чертежом, на котором представлена схема очага деформации процесса прошивки и прокатки заготовки в одной клети.
На чертеже схематично показаны: заготовка 1, валки 2, оправка 3, штанга 4, готовая труба 5.
Способ производства бесшовных труб продольной прокаткой реализован при использовании пространственно-закрытых калибров следующим образом. Трубную заготовку 1 прямоугольной формы, например непрерывнолитую, нагревают в существующих на трубных заводах печах. Нагретая заготовка поступает в одноклетьевой двухвалковый стан продольной прокатки с калибрами закрытой формы, где одновременно происходит процесс прошивки и прокатки прямоугольной заготовки в трубу. Для удержания оправки 3 стан оборудован упором и штангой 4, на которой крепится оправка 3.
В процессе прошивки-прокатки для уменьшения энергозатрат и снижения трения между оправкой 3 и металлом заготовки 1 в зону прошивки можно подавать окислитель, например кислород.
По окончании прокатки трубу 5 снимают со штанги 4 с оправкой 3 и штангу с оправкой устанавливают в исходное положение.
Оправки для большей эффективности процесса покрывают высокотемпературной смазкой. Кроме того, через носик оправки 3 в зону прошивки можно подавать окислитель, что повысит температуру и снизит трение металла об оправку.
Процесс прошивки и прокатки в одноклетьевом стане продольной прокатки с использованием пространственно-закрытых калибров был опробован при производстве труб размером 15×0,5 мм из прямоугольной заготовки размером 36×14 мм. Вытяжка составила µ=22, что возможно получить только прессованием, но при этом затраты энергии в несколько раз больше.
Предлагаемый способ производства бесшовных труб позволяет:
- упростить процесс производства бесшовных труб,
- сократить количество единиц оборудования в агрегатах,
- повысить производительность процесса и снизить себестоимость продукции.
ФОРМУЛА ИЗОБРЕТЕНИЯ
Способ производства бесшовных труб продольной прокаткой, включающий нагрев заготовки и последующие прошивку заготовки и прокатку на оправке в трубу, выполняемые одновременно в одноклетьевом стане продольной прокатки с использованием пространственно-закрытых калибров, отличающийся тем, что снижают трение между оправкой и металлом заготовки подачей в зону прошивки окислителя.
Published on November 22nd, 2014